








01
Klassifisering av induksjonsvarmeutstyr
2025-04-29
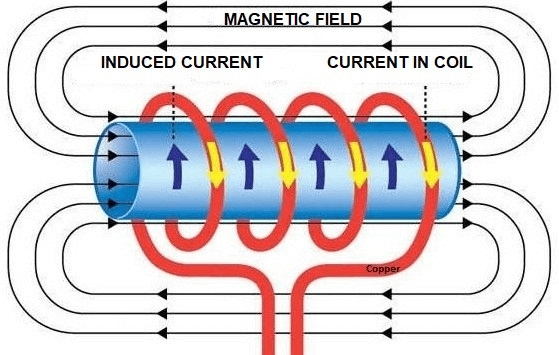
Induksjonsoppvarming Utstyr kan klassifiseres i lavfrekvente, mellomfrekvente, superaudiofrekvente, høyfrekvente og ultrahøyfrekvente typer i henhold til driftsfrekvens. På grunn av forskjeller i egenskaper som oppvarmingsdybde og hastighet, har bruksområdene til utstyr med forskjellige frekvenser sine egne fokusområder:
1. Lav - Frekvensinduksjon varmeutstyr (ca. 50 Hz til 1 kHz)
Frekvensområdet er vanligvis fra nettfrekvens (50 Hz) til 1 kHz, med en dypere oppvarmingsdybde (ca. 10–20 mm). Den brukes hovedsakelig til generell oppvarming, gløding, herding og overflatekjøling av store arbeidsstykker, for eksempel forbehandling av store mekaniske deler og tykkveggede rør, ved å bruke dens dypvarmingsevne til å forbedre metallets plastisitet for senere bearbeiding.
2. Mediumfrekvent induksjonsoppvarmingsutstyr (ca. 1 kHz til 20 kHz)
Typiske frekvenser som 8 kHz, med en oppvarmingsdybde på omtrent 3–10 mm. Den er egnet for større arbeidsstykker, som for eksempel oppvarming, Slokking og tempering, overflatekjøling av aksler med stor diameter, tykkveggede rør og store modulgir. Den kan også brukes til rødstansing og smiing av stenger med mindre diameter, og balanserer oppvarmingskvalitet og produksjonseffektivitet.
3. Superlydfrekvens induksjonsoppvarmingsutstyr (ca. 20 kHz til 40 kHz)
Med en oppvarmingsdybde på omtrent 2–3 mm brukes den ofte til dyp oppvarming, gløding, bråkjøling og anløping av arbeidsstykker med middels diameter, samt sveising og termisk montering av tynnveggede rør med større diameter og bråkjøling av mellomstore gir, og oppfyller scenarier med visse krav til oppvarmingsdybde og effektivitet.
4. Høyfrekvent induksjonsvarmeutstyr (ca. 40 kHz til 200 kHz)
Med en grunnere oppvarmingsdybde (ca. 1–2 mm), rask oppvarmingshastighet og høy presisjon. Den brukes hovedsakelig til dyp oppvarming, rødstansing, smiing av små arbeidsstykker, samt overflateherding, rørsveising og termisk montering. Slik som herding av små gir og sveising av elektroniske komponenter, egnet for prosesser med høye krav til effektivitet og presisjon.
5. Ultrahøyfrekvent induksjonsoppvarmingsutstyr (over 200 kHz, opptil titalls MHz)
Med en ekstremt grunn oppvarmingsdybde (ca. 0,1–1 mm) og ekstremt rask oppvarmingshastighet er den egnet for bråkjøling og sveising av ekstremt små deler eller ekstremt tynne stenger, som bråkjøling av skjærekanten på sagtenner og sagblad, rask oppvarming av kobber- og aluminiumsdeler med lavt karboninnhold, samt overflatebråkjøling av små arbeidsstykker.
Induksjonsvarmeutstyr med forskjellige frekvenser styrer oppvarmingsdybden og -hastigheten ved å justere strømfrekvensen, og er mye brukt i bransjer som metallbearbeiding, mekanisk produksjon, elektronikk og bilindustrien. Fra Varmebehandling fra store arbeidsstykker til presisjonsbearbeiding av små komponenter, dekker den ulike industrielle behov.



