Induksjonsnøytral herdemaskin for varmebehandlingsverksted, herding etter bråkjølingsprosess for stålstenger, jernbarrer
produktbeskrivelse
Her er en oversikt over prosessen:
1. Austenittisering:
Stålet varmes opp til en bestemt temperatur (ofte rundt 815 °C) hvor det omdannes til austenitt, en høytemperaturfase av jern.
2. Slokking:
Det oppvarmede stålet avkjøles raskt, vanligvis i olje, vann eller gass, for å omdanne austenitten til martensitt, en veldig hard, men sprø struktur.
3. Herding:
Det bråkjølte stålet varmes deretter opp igjen til en lavere temperatur for å redusere indre spenninger og øke seigheten. Dette trinnet gjør det også mulig å justere ønsket hardhetsnivå.
Hongye-produserte induksjonsnøytralherdemaskin fungerer for disse prosessene. Gjennom nøytral herdeprosess får metalldeler styrke og reduserer sprøheten, noe som gjør dem bedre for skjæreprosessen.
Søknadsomfang
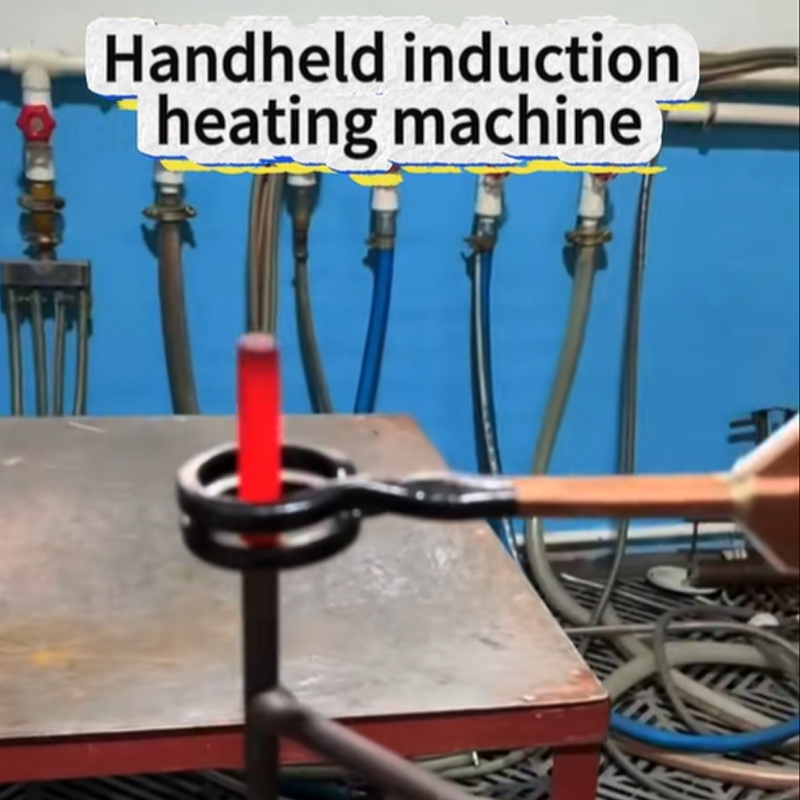
Denne induksjonsnøytrale herdemaskinen er designet for varmebehandlingsverksteder for å utføre presisjonsherding og anløping på stålstenger og jernemner. Den bruker kontrollert induksjonsoppvarming for jevn herding, etterfulgt av et integrert anløpingssystem for å optimalisere materialegenskapene. Utstyret sikrer jevn hardhetsdybde samtidig som det minimerer forvrengning, noe som gjør det ideelt for bilkomponenter, armeringsjern og industrielle metalldeler som krever forbedret slitestyrke og strukturell integritet. Den automatiserte driften passer til produksjonslinjer med høyt volum der repeterbar varmebehandlingskvalitet er kritisk. Systemet håndterer ulike arbeidsstykkedimensjoner og kan tilpasses spesifikke legeringskrav.
Konfigurasjon og ytelse
Den induksjonsnøytrale herdemaskinen har en robust konfigurasjon som består av en høyfrekvent strømforsyning (50–500 kHz), presisjonsinduksjonsspoler med justerbar stigning, integrert bråkjølingsspraysystem og PLS-styrt herdeenhet. Den herdede stålrammen støtter arbeidsstykker opptil 12 m lengde og 150 mm diameter, med automatiserte matehastigheter på 0,1–3 m/min.
Ytelsesmålingene inkluderer rask oppvarming til 850–950 °C i løpet av sekunder, noe som oppnår en jevn kapslingsdybde på 1–15 mm (±0,2 mm toleranse) med overflatehardhet opptil 62 HRC. Det påfølgende herdingstrinnet opererer ved 150–650 °C med ±5 °C stabilitet, noe som reduserer sprøhet samtidig som 90–95 % av initial hardhet opprettholdes. Energieffektiviteten når 85 % gjennom regenerativ kraftdesign, og prosesserer 2–8 tonn/time med ≤0,1 % forvrengningsrate.
Sanntids IR-pyrometre og innebygde hardhetstestere sikrer kvalitetskonsistens, mens HMI-grensesnittet tillater parameterforhåndsinnstillinger for over 200 stålkvaliteter, inkludert AISI 1045, 4140 og duktilt jern. Systemet overholder ISO-sikkerhetsstandarder, med vannkjølte komponenter og nødstopp. Valgfri robotlasting og Industri 4.0-datalogging er tilgjengelig for smart fabrikkintegrasjon.
Tekniske spesifikasjoner
1. Effekt- og frekvensområde:
Elektrisk inngangseffekt: 380V 3-fase (50/60Hz) med justerbar utgangseffekt fra 3kW til 120kW.
Frekvensalternativer: Medium (1–10 kHz), Høy (20–100 kHz) eller Ultrahøy (100–500 kHz) for presis dybdekontroll.
2. Kompatibilitet med arbeidsstykker:
Behandler stålstenger (diameter 0,1 mm–150 mm) og jernemner opptil 12 m lange.
Støtter materialer som karbonstål, legert stål, rustfritt stål og duktilt jern.
3. Temperaturkontroll:
Bråkjøling: Hurtigoppvarming til 850–950 °C (±5 °C) med vann-/spraykjøling.
Anløping: Programmerbart område på 150–650 °C (±3 °C) etter bråkjøling.
4. Automatisering og presisjon:
PLS-styrt matehastighet (0,1–3 m/min) og CNC-posisjonering (0,1 mm nøyaktighet).
IR-pyrometre i sanntid og integrering av hardhetstesting.
5. Sertifiseringer og sikkerhet:
CE-, ISO- og RoHS-kompatibel med multibeskyttelse (overstrøm/spenning, vannmangel).
Energisparende design (opptil 70 % strømreduksjon sammenlignet med tradisjonelle metoder)
6. Valgfrie funksjoner:
Robotisk lasting/lossing eller Industri 4.0-datalogging.
Tilpassbare spoledesign for komplekse geometrier
applikasjonsscenarier: